
注:以下某鞋厂成型流水线人员配置,仅供参考
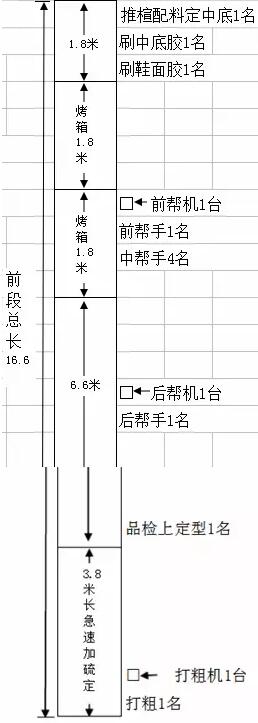
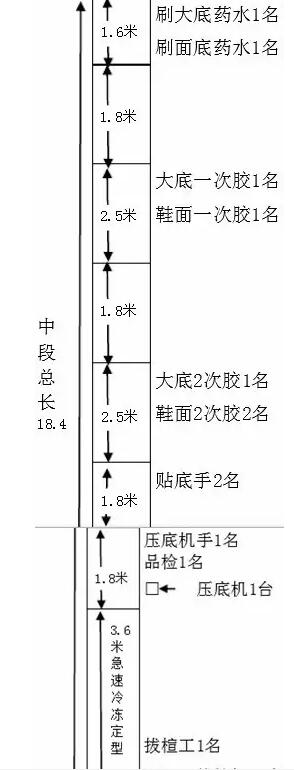
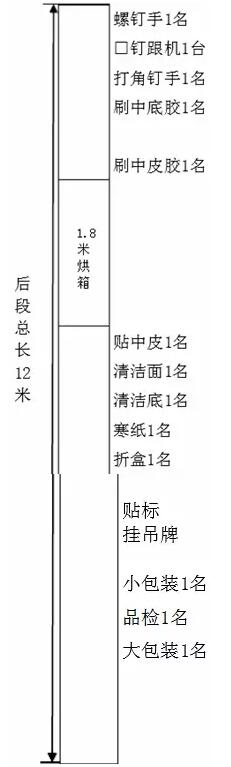
1、成型流水线设定总长(含定型机、冷冻机长度及每段80㎝间隔通道)47米。
2、设定人员:前段10名员工、中段12名员工、后段11名员工、一个课长、3个班长、1个领料。
共合计:38人。
四大流水线模式(以下资料仅供参考)
1、悬挂式流水线:采用悬挂式流水线,全电脑控制,自动化吊挂搬运,每道工序用感应器自动往下流。
2、流水槽:采用流水槽、输送带的形式,产品由输送带自动传送,输送带的速度可以自行按节拍调节快慢。
3、一字行或U字行排车:采用一字行或U字行排车,员工用手传递产品或用小胶蓝传递产品的方式流水。
4、挂秆式流水:采用挂秆式流水,把产品用挂袋装好,挂袋挂在机器旁边的不锈铁钢管上,员工做完一扎便把产品装到挂袋里往下推。
一、悬挂流水,是采用设备来搬运,通过设备的节拍来推动流水效率。
优点:全部用设备搬运,运用得好效率高、有气势,给客户参观可以证实公司有实力。
缺点:
1、投资在,一条线40来个车位,国内组装的设备每条线投资在30-40万元,国外设备每条线要上百万元投资。
2、维护成本高,设备故障等要经常维护保养。
现象:有些企业买来后却用不上,放在车间作摆设。
原因:企业本身管理基础太差,没有合适的IE人员,没有单件流水的基础。
点评:企业有钱买,但不定能用好。没有单件流水的基础用起来会吃力。
二、输送带或者推蓝流水槽来传递产品,直线型流水线,裁片放在箱子或卡位里,按节拍(50-200秒)推动。
优点:
1、可以加快生产节拍,节奏明快,提升效率。
2、拉动式生产,让员工及现场达到可控性。
3、不用手工传递,员工可以省力。
4、产品质量能很好控制。
5、快速反应,小单可变大单。
缺点:
1、对IE编排要求高。
2、考勤制度要严。
现象:普遍工厂动作成功,成功案例极多。
原因:适合大订单企业发展。
点评:在近年的辅导培训中发现,由于推蓝流水槽结构复杂,故障率比较高。输送带由于结构合理,比较灵活,故障率极低,适合推广。
三、用小胶蓝或手来传递产品,采用一字型或U字型排车,每个胶蓝里面放一件产品。产品不脱蓝,每个车位可以设定最高手持量来管理。
优点:
1、硬件成本最低,生产节奏明快。
2、产品持量能很好控制。
3、比较人性化,员工普遍能适应。
缺点:
1、要用手工传蓝,浪费一些时间。
2、拉动生产不到位,存在积压,数据不可控。
现象:几年前企业采用这种方式取得过成功,中国各地区的员工普遍能接受。
原因:比较容易接受,比较符合国情。
点评:适合鞋业、服装、针织、童装、内衣等。
四、挂靠流水,用挂袋装好往前推
优点:适合针织简单款大订单,一个款式可以做很好时间(15天以上)
缺点:除了针织简单款大订单外,其它款式产品很运用。
现象:只有符合要求的订单款式才能运用,极少企业运用成功。
原因:一种古板的老方式,车间密不透风。
结论:一般的企业不要去用。
企业要想推行流水线成功,也要注意下面三点:
1、企业本身是否真的下定决心去做,从上到下是否做好了变革的思想准备,最高层(老板)是否有坚定的毅志和决心,真正要彻底地进行改革。这点如果没有做到就去改革是绝对不会成功的。
2、是否有成熟的技术,系统的方法做为改革的辅导或支持。
3、企业本身的基础到什么程度?如管理基础太差,产品结构都是100-200件的简单款式,人员的稳定性差,这些改起来难度会大。
红外线生产线,热定型机,冷冻定型机,真空定型机,输送机,蒸湿机-东莞市孟成机械科技有限公司